|
|
|
| |
韩国浦项制铁集团公司 经销特殊钢:SKD11 SKD61 P4 P4M
日本高周波钢业株式会社 经销细微钢:KD11S KD21 KDA1S
钢材部:苏州市吴中区横泾镇马家村工业区木东路8361号
电话:0512-66583973 68585979 81666987
传真:0512-66583997
邮箱: linzhenhua@chinadlz.com
锻造厂:苏州市吴中区临湖镇东山
手机:13962197450
|
|
|
| |
| |
|
|
|
| |
|
|
| |
| |
图解分析热塑性塑料注射模的基本结构及动作机理 |
|
|
| 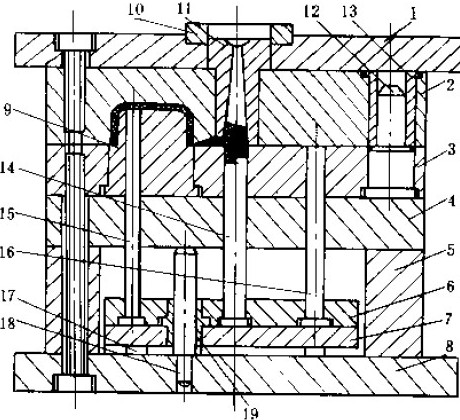
如图所示为一热塑性塑料注射模基本结构形式,图中:1-定模板,2-定模,3-动模固定板,4-动模垫板,5-支承板,6-顶杆固定板,7-顶杆垫板,8-动模板,9-动模,10-定位圈,11-浇口套,12-导柱,13-导套,14―-拉料杆,15-顶杆,16-复位杆,17-支承块,18-导柱,19-导套。分型面将模具分成动模和定模两部分,采用侧浇口,一模两腔,一次可成形两个塑件制品。可应用在立式或卧式注射机上。
模具由定模、动模及推料三部分构成。定模部分由定模板1、定模模膛2、浇口套1 1、定位环10、导套13组成;动模部分由动模固定板(动模套)3、动模型芯9、动模垫板4、支承板5、动模板8组成;而卸推料部分由顶杆固定板6、顶杆垫板7、拉料杆14、顶杆15、复位杆16组成。为了使模具工作平稳,动模与定模采用导柱12、导套13导向,以保证定模、动模相互位置精度;而动模与推料部分,用导柱18、导套19导向,以确保推料及开模、合模的可靠平稳性。
推出系统采用了支承块17以调整顶料板活动空间的位置及顶出力的大小。
模具在工作时,将定模固定在注射机定模板上,动模固定在动模板上,将注射机喷嘴用定位圈10定位对准浇料口。模具首先将动模与定模合模、锁住,并开启注射机活塞,将在料筒内的熔融塑料以高压、高速挤入动模与定模合模后所组成的型腔中,并使其充满,保压、保时后,开动动模,使其与定模分开回到原来的位置。此时,由于推料系统作用,则使得冷却成形后的塑件在拉料杆14,顶杆15作用下,将塑件从动模内卸下。在第二次合模时,在复位杆16作用下,动模与定模又恢复到合模位置,准备下一行程的注射成形。
此模具结构简单,是注射模标准结构,通用性很强,适合批量生产。 |
|
|
| |
|
|
|
|







