热塑性塑料热流道注射模
延伸式喷嘴的加热式流道注射模主要用于单腔注射模。为了克服井式喷嘴的井坑中塑料易冷凝、浇口易堵塞的缺点,将井式喷嘴中的井坑去掉,将注射机的喷嘴延长,并直接与模具的浇口部分接触,采用点浇口进料。为了避免喷嘴的热量过多地传向低温的型腔,使温度难以控制,必须采取有效的绝热措施,常见的有塑料绝热和空气绝热两种办法。
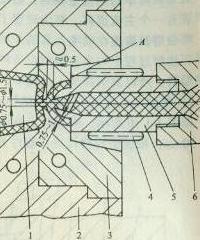
图1所示(图中:1-型芯,2-定模,3-浇口衬套,4-加热圈,5-延伸式喷嘴,6-注射机料筒)为塑料层绝热的延长式喷嘴。喷嘴与模具之间有一环型接触面,它既起密封作用,又是模具的承压面(见图中A部),此面积不宜太大,以减少散热。浇口处的间隙,厚约0.5mm,浇口以外的绝热间隙以不超过1.5mm为宜,以免注射时推力太大,造成溢料现象。浇口直径一般为0.75~1.5mm。这种喷嘴与井式喷嘴相比,浇口不易堵塞,应用范围较广,由于绝热间隙存料,故不宜用于热稳定性差,容易分解的塑料。
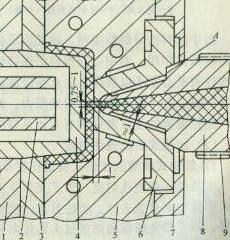
图2所示(图中:1-型芯固定板,2-型芯冷却管,3-脱模板,4-型芯,5-定模型腔板,6-浇口衬套,7-定模座板,8-延伸式喷嘴,9-加热圈)为空气绝热的延长式喷嘴,喷嘴与模具之间,浇注套与型腔板之间,除必要的定位、接触部分之外,都留出厚约1mm的间隙,此间隙为空气所充满,也起绝热作用。由于与喷嘴接触的浇口附近型腔壁很薄,为防止被喷嘴顶坏或变形,故喷嘴与浇注套之间也应该设置环形支承面(图中A处)。







