压铸模具是进行压铸生产的主要工艺装备。生产过程能否顺利进行,铸件质量有无保证,在很大程度上取决于模具结构的合理性和技术上的先进性,
⒈热压室压铸机用压铸模具:
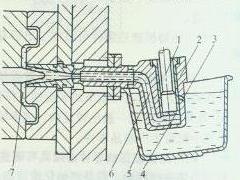
上图所示为一热压室压铸机用压铸模具的压铸示意图(图中:1-冲头;2-压室浇壶;3-进料孔;4-料筒;5-坩埚;6-通道;7-压铸模型腔)。其模具的工作过程是:压射冲头1在压铸机作用下下压,推动鹅颈通道6内的金属液面上升。当冲头封住压室浇壶2的进料孔3时,从料筒4下部至模具型腔7形成一封闭腔。待注射冲头1继续下滑,即在封闭腔内建立起压力,金属液则被高速地注入型腔。注射完毕后,压射冲头在压力机作用下提升,打开进料孔,多余金属液回流,鹅颈通道内液面又恢复至坩埚5与液面持平。同时模具打开,取出铸件,完成压铸过程。
采用热压室压铸模,不需用人工或机械手将金属液浇入压室内,可实现自动化连续生产,效率高,适用于大批量小件的压铸。
⒉立式冷压室压铸机用压铸模具:
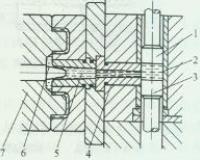
上图所示为立式冷压室压铸机用压铸模具的压铸过程示意图(图中:1、3-冲头;2-压室;4-喷嘴;5-直浇道;6-分流锥;7-压铸模具)。其压铸过程是:压室2处于垂直位置,上、下压射冲头1和3均作垂直方向运动。上冲头离开压室,下冲头处于堵住喷嘴4孔口时,将熔融金属注入压室,金属不会自动流人型腔。只在上冲头下压接触金属推动下冲头下移一段距离后,才打开喷嘴孔口。待上冲头继续快速下压,金属即通过直浇道5由分流锥分流后注入模具型腔,冷固后成形。填充完毕,上冲头提升,下冲头立即以冲击动作向上将余料与直浇道切断并推至压室上端,以备取走废料。同时开模取出铸件,完成压铸过程。更多有关压铸模具知识,敬请关注东莞弘超模具钢专业网站www.hongchao-dg.cn。海量的压铸模具钢产品资讯,专业的压铸模具技术文章,尽在东莞弘超模具钢专业网站。
立式冷压室压铸机利用压铸模压铸制品零件时,每次注射都需要人工或机械加料。其上、下冲头做上、下方向运动,而模具开合方向为水平方向,对浇口位置无特殊要求。一般适用于中心浇口模具,生产效率较低。
⒊卧式冷压室压铸机用压铸模具:
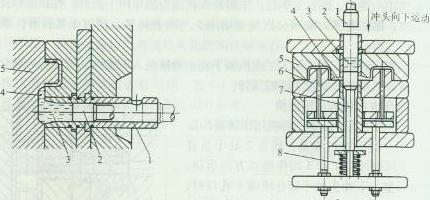
下图左为一卧式冷压室压铸机用压铸模具压铸示意图(图中:1-压室;2-冲头;3-熔融金属;4-横浇道;5-压铸模具)。
其压铸过程是:压铸机压室1呈水平状态,而压射冲头2亦做水平运动。压射前,压射冲头位于尾端,熔融金属由人工或机械注入压室后,压射冲头推动金属经横浇道4进入模具5的型腔内。待充满型腔后,压射冲头的压力仍然作用在金属上,冷却后在型腔内成形而制成零件。开模后,取出制作,完成压铸过程。
这种压铸方式每次压铸前需由人工或机械加料,压射冲头水平运动,模具开合亦为水平方向,且浇口必须处于模具型腔下方(偏心浇口)。此种模具使用最为广泛,适用于各种合金压铸。
⒋全立式冷压室压铸机用压铸模具:
上图所示为一全立式冷压室压铸机用下压式压铸模具压铸制件示意图(图中:1-冲头;2-压室;3-熔融金属;4-横浇道;5-上模;6-下模;7-推杆;8-弹簧)。其压铸过程是:上模5和下模6处于闭模状态下,将熔融金属3注入压室2内,此时推杆7在弹簧8的作用下封住横浇道4,以防压铸前金属流入型腔。待压射冲头下降时,将推杆压下并打开横浇道,将金属才压入型腔内,冷却成形后开模取出工件,完成压铸过程。
这种压铸机分上压式和下压式两种结构。上图为下压式,主要用于带有嵌件的压铸件压铸成形。其工作时,需人工取件,即不安全又不便自动化,故很少使用。







