采用锻模生产制品零件的优点:
在生产中,利用锻模生产制品零件,主要有以下优点:
⑴、采用锻模生产锻件,可减少金属机械加工余量,从而提高材料的利用率、缩短工件的制造周期,操作容易、成本低、效率高,有较好的经济效益。因此,在大批量生产中,采用锻模生产是非常必要的。
⑵、经模锻后的锻件,可获得良好的纤维组织,比铸造件和金属切削加工所获得的工件有较高的力学性能。
⑶、随着锻压机床和锻模精密程度的提高,在某些领域逐渐代替了金属切削加工。经过精压和精密锻造的锻件,可达到IT7~IT9的加工精度。
⑷、采用锻模生产有利于实现锻造过程的专业化和生产过程的机械化。改善了劳动生产环境和工人的操作条件,有利于文明生产。
锻模的基本结构形式:
锻模的结构形式,按分模面的不同,主要可分为开式锻模和闭式锻模两种结构形式。所谓开式锻模是在锻模上设有垂直于打击方向的飞边槽,如下图a所示。这种模具的特点是:在锻造时产生横向飞边。尽管飞边对金属产生损耗,但飞边的存在可以容纳多余的金属,对调节坯料的体积有较好的作用,并对下料,加热、制坯和操作定位等要求较低,制品锻造后内在质量较好,容易充满模膛。同时模具加工与制作也比较简单,但锻造后需增加一道去飞边的切边工序。
开式锻模可用于锻造各式各样的锻件,是应用最广泛的一种锻模结构。
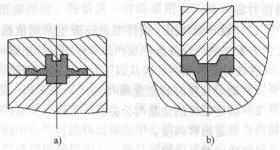
上图(锻模结构形式,a开式锻模,b闭式锻模)b所示是一闭式锻模结构形式。闭式锻模没有飞边槽,即锻件不产生飞边。其特点是:上、下模间隙的方向与锻模运动方向平行。在模锻过程中,间隙大小保持不变。金属由于锻压处于三向压应力状态,故提高了金属的塑性,锻件内在质量较好。主要应用于轴对称回转体零件的锻造,多用于摩擦压力机及胎模锻中。
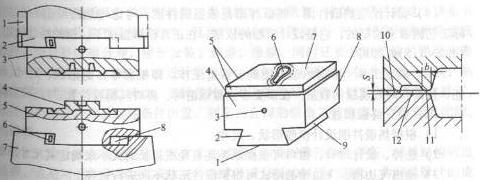
锻模的结构比较简单,只有几个零件组成。如下图左(锤上用锤锻模,1-导轨;2-锤头;3-上模(模膛);4-锻件;5-下模(模膛);6-楔;7-模座;8-键)所示为一固定在模锻锤上的锤锻模,其主要由上模3(上模模膛)和下模5(下模模膛)分别用键8、楔6和调整垫片组成。在使用时,上模固定在锤头2上。而下模固定在模座的燕尾槽内。其锻模上的各部位名称,如下图右所示。其中1为支承面、2为燕尾、3为起重孔、4为模体、5为基准面、6为模膛、7 为分模面、8为侧面、9为楔紧面、10为承击面桥部、11为飞边槽桥部,而12为飞边槽仓部。