|
|
|
| |
韩国浦项制铁集团公司 经销特殊钢:SKD11 SKD61 P4 P4M
日本高周波钢业株式会社 经销细微钢:KD11S KD21 KDA1S
钢材部:苏州市吴中区横泾镇马家村工业区木东路8361号
电话:0512-66583973 68585979 81666987
传真:0512-66583997
邮箱: linzhenhua@chinadlz.com
锻造厂:苏州市吴中区临湖镇东山
手机:13962197450
|
|
|
| |
| |
|
|
|
| |
|
|
| |
| |
气体辅助注射模(气体注射模)的结构以及成型原理 |
|
|
气体辅助注射模也称为气体注射模。气体辅助注射成型就是当型腔中注射了部分聚合物熔体以后,紧接着通过喷嘴、流道将压缩空气(通常为N2)注入熔体中形成气体夹芯制品,即表层是连续结实的实体,而塑件的心部存在空气空间,这样而产生高的强度重量比的塑件,如下图所示(图中:1-动模型芯板,2-塑件,3- 定模型腔板,4-气层夹芯,5-注射机喷嘴)。
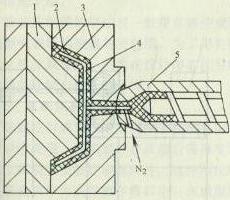
气体辅助注射成型系统与一般注射成型系统的区别主要在于添加了压缩空气的流道和控制系统。气体辅助注射成型又可认为是一种双色单模的共注射成型的变型,也可认为是中空吹塑成型的变型。
气体的压力、流量、体积是决定塑件中空气夹芯方位、大小等的重要因素。另外模具结构和工艺参数如注射速度、熔料温度、模具温度、注射压力、保压时间等也对气体夹芯等产生重要影响。
气体辅助注射成型的优点有:
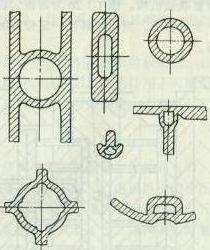
①、在塑件厚壁处,肋、凸台等部位表面不会出现缩痕,提高了塑件质量。一般气体辅助注射成型件的截面形状如下图所示。
②、所需锁模力为一般注射成型的1/5-1/10,可大幅度降低设备成本。
③、因成型时注射压力低,所以塑件中的残余应力极小。塑件不会出现翘曲和应力碎裂。大幅度降低废品率。
④、可减轻塑件的重量,可减少原材料的费用。进一步使塑件适应工业产品轻型化的要求。
⑤、由于所需冷却时间短,缩短了成型周期,可提高注射成型的生产效率。
⑥、可成型各种复杂形状的塑件。
气体注射模的基本结构与一般注射成型模具相同。同样是由于采用低压成型,有利于提高模具寿命,但对型腔表面的行位精度提出了更高的要求。这是因为这种成型方法能较逼真地反映型腔壁表面的状况。这对于成型表面带有装饰花纹的塑件有好处。但如果表面存在某些缺陷也就从塑件表面反映出来了。 |
|
|
| |
|
|
|
|







