装配注射模的结构和成型原理
装配注射模成型技术是从原来在模具中放入金属嵌件成型塑件的基础上发展起来的。在生产实践中发现,许多塑件在成型后需再安装在金属底板上,如收录机、电视机中的冲压金属底板上都需要安装许多塑料件。这样不仅耗费大量的人力,装配质量也不稳定,因而开发了将金属底板作为嵌件放在模具中一次成型所有塑件的装配注射成型工艺。这种工艺需解决往模具中放置尺寸较大金属底板的问题。为此专门开发了适合于装配注射成型工艺的全自动注射装置。这种装置一般都由带转台的注射机、金属件自动排列装置、安装金属件的卡盘、取出流道废料卡盘、转台装置及塑件和流道废料收集箱等组成。
装配注射模的总体结构与一般注射模相同。其主要特点是夹持金属件的方式。在装配注射成型中,大多数情况是要在金属板上注射成型许多塑件,因而金属板的尺寸大。这也是装配注射成型与一般嵌件成型的不同之处。通常在模具中放置金属板件的方式有两种。如下图所示(图中:1-动模,2-导正销,3-金属板,4-定模)。
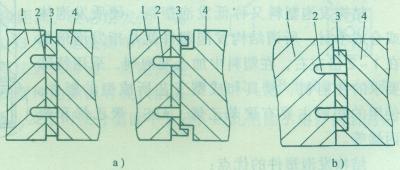
图a是叠层式,将金属板夹在带导正销的动、定模之间,不必将金属板包容在模具内。这种方式一般适用于需成型的塑件位于金属板得中部。成型时无泄漏熔料的危险。它的优点是可以缩小模具的尺寸。当接近金属板的边缘处也有塑件需成型时,从型腔强度出发,必须采用图b的型腔式,即金属板全部包容在模具型腔中。这样模具尺寸需适当增大。另一个问题是需加强上模和下模对合时的导正措施。除了使用导柱外,通常还需采用精定位装置,提高模具完全闭合时的对合精度。同时,在设计时需顾及一只上模对数只下模的配合问题,通常采用有利于使用NC机床和型腔电加工的结构形式。
磁场定向注射模的结构和成型原理
用铁素体和稀土类材料制造塑料磁体时,需要在磁场中注射成型。在注射前首先形成磁场,并待磁场进入稳定状态时才开始注射。当保压一段时间后,磁场暂停。在冷却开始的同时形成去磁状态,冷却结束时去磁状态也同时消失。最后即可开模取出磁性塑件。
磁场定向注射模的重要作用是有效地使磁性粉末定向。为了在模具中形成磁场,将强磁性钢和非磁性钢组合在一起。形成轴向磁场的状况如下图左所示,图中:1-注射机动模安装板,2-拉杆,3-模具,4-线圈,5-注射机定模安装板。
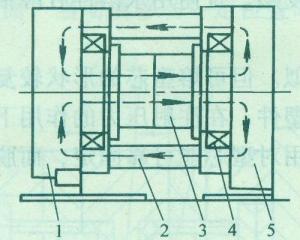
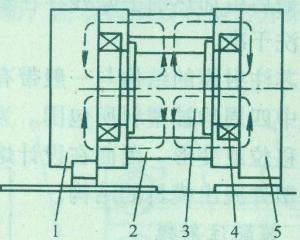
径向磁场的状况如上图右所示,图中:1-注射机动模安装板,2-拉杆,3-模具,4-线圈,5-注射机定模安装板。
双磁轭形模具外部线圈的排布方式如下图所示,图中:1-线圈,2-非磁性材料,3-强磁性材料,4-拉杆,其中图a为轴向磁场,图b为径向磁场。
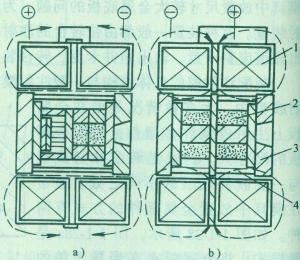
常用Cr12MoV、D2、DC53、SVERKER-21、SLEIPNER等钢材作为强磁性材料。非磁性材料可选用铍铜和不锈钢等材料。







