|
|
|
| |
韩国浦项制铁集团公司 经销特殊钢:SKD11 SKD61 P4 P4M
日本高周波钢业株式会社 经销细微钢:KD11S KD21 KDA1S
钢材部:苏州市吴中区横泾镇马家村工业区木东路8361号
电话:0512-66583973 68585979 81666987
传真:0512-66583997
邮箱: linzhenhua@chinadlz.com
锻造厂:苏州市吴中区临湖镇东山
手机:13962197450
|
|
|
| |
| |
|
|
|
| |
|
|
| |
| |
结构发泡注射模的结构原理及结构发泡成型工艺优缺点 |
|
|
| 结构发泡注射模成型是把结构发泡塑料注射入模腔,在模腔中发泡膨大,而成表层致密、内部呈微孔泡沫结构的塑件。其工艺系统中有结构发泡塑料、结构发泡注射机、结构发泡注射模等。东莞弘超推荐模具钢材S136、NAK80、S-STAR、440C-ESR、PD613、STAVAX ESR等应用于结构发泡注射模。
结构发泡塑料又称低发泡塑料、硬质发泡体或合成木材。所谓结构发泡塑件就是指发泡倍数在1~2倍左右,在塑料中加入发泡剂,采用特殊要求的注射机、模具和成型工艺所成型的塑件。使用的塑料主要有聚苯乙烯、ABS、聚乙烯和聚丙烯等。
结构发泡塑件的优点:
①、表面平整无凹陷和挠曲,无内应力。
②、具有一定的刚度和强度,外观近似木材,与木材相比具有耐潮湿、成型加工简便等优点。
③、密度小,比一般塑料的重量减少15%~50%。
因此在国外结构发泡塑件广泛地应用于家具、汽车、电器部件、建材、仪表外壳、工艺品框架、乐器和包装箱等方面。
结构发泡塑件的缺点:
①、表面粗糙。
②、颜色不鲜艳。
为了得到理想的结构发泡塑件,常须进行表面处理如涂漆等。
与普通注射一样,结构发泡塑件注射成功与否主要取决于合适的注射速度(注射时间)、注射压力、注射温度(熔体温度)、模腔温度以及模具结构等。除此之外最重要的因素是决定于发泡剂的性质,发泡剂在熔体中分散的程度,发泡孔的最终尺寸及分布的均匀程度,气泡的增长过程,增长速率等因素。因为这些因素都将影响到皮层和芯部的结构状态,最终会影响到塑件的物理力学性能。
在结构发泡注射成型中,研究气泡增长过程是重要的。它同时受两种不同作用机理的控制:一是由于物料从浇口流入型腔时,由于外部压力突然下降使气泡开始增长;另一个是由于气体从熔体中扩散出来,使气泡开始增长。通过各种工艺因素来影响这两种机理的作用,就可以控制气泡的大小和分布。
为使发泡剂能充分地起到膨胀作用,聚合物首先必须充分地塑化,把发泡剂的组分均化在熔体之中,这样分解出的气体才能均匀地分布,另一方面要求熔体的粘度必须足够高,使发泡气体能保持在其中,形成均匀的两相混合体;气相是全部或部分地由彼此结合在一起的气泡所组成;粘弹相则由聚合物的熔体所组成。
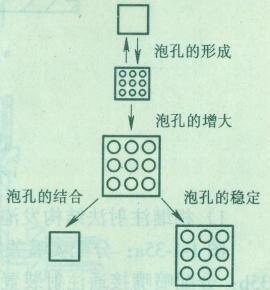
气泡的形成过程大致分为三个阶段:气泡的形成→气泡的增大→气泡的结合或稳定。如下图所示。
 |
|
|
| |
|
|
|
|







