高压法结构发泡注射模的工作原理
⒈木纹化模塑法结构发泡注射模
将塑料完全充满型腔,发泡率极低,一般为1.1~1.2。用一般的注射机稍加改进即可,模具设计和工艺要求比较复杂,如配合不当,不能得到良好的木质纹理塑件。
⒉二次开发模法结构发泡注射模
要求注射机设有二次移动模板的结构,当熔融塑料注满型腔后,瞬间移动模板,模具开模一小段距离,使芯层发泡,得到低发泡塑件,发泡率可调节。日本大同模具钢、瑞典一胜百模具钢适合应用于结构发泡注射模。
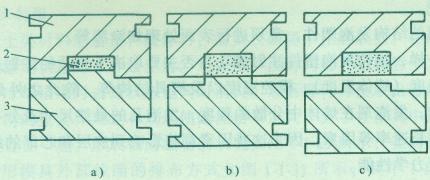
下图所示(图中:1-定模,2-塑件,3-动模。图a注射结束;图b动模移动,塑件发泡;图c开模。)是最简单的低发泡成型法,模具由动定模组成,动模随注射机移动一段距离使塑件发泡,由于是型芯的移动,所以在塑件的侧面有线状的条纹。
简单的二次开模结构发泡成型法
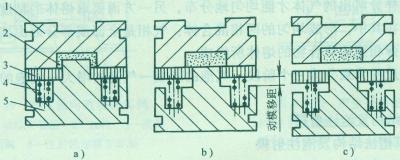
下图所示(图中:1-定模,2-塑件,3-活动板,4-弹簧,5-动模。图a注射结束;图b动模移动,塑件发泡;图c开模)的结构增加了一块板,发泡时使分型面不分开,因此消除了塑件侧面的条纹,使表层得到光滑的表面。
二次开模法结构发泡成型示意图
低压法结构发泡注射模的工作原理
塑料以高速高压注入整个型腔容积的75%~80%,靠塑料在型腔内发泡而充满型腔。低压法要求注射机喷嘴带有阀门并能够密封,才能达到较好的效果,低压法成型的塑件泡孔均匀但是表面粗糙。
东莞弘超推荐日本大同模具钢DC53、PD613、440C-ESR以及瑞典乌德霍姆工具钢CALMAX、IMPAX HH、STAVAX ESR等应用于高压法结构发泡注射模和低压法结构发泡注射模







